Leading Medical Technology Engineering Precision
The global anesthesia and respiratory equipment market is undergoing a seismic shift driven by technological integration and a heightened focus on patient safety metrics. As a leading CE Certified Anesthesia Respiratory Equipment Manufacturer & Exporter, we recognize that modern healthcare delivery requires more than just machines; it requires intelligent ecosystems that can adapt to critical clinical scenarios. The current industry status reflects a CAGR of 7.2% globally, with significant acceleration in demand for portable, turbine-driven ventilation systems that bridge the gap between emergency transport and intensive care units.
Currently, the market is shifting from high-flow centralized oxygen dependency toward decentralized, turbine-based systems. This allows for increased flexibility in both urban hospital settings and remote field hospitals. Key exporters are now focusing on integration with Electronic Health Records (EHR) to ensure real-time data flow from the ventilator to the physician's terminal.
In the medical device industry, Authority is non-negotiable. CE Certification is the benchmark for safety in the European Economic Area and beyond. Our manufacturing processes adhere to ISO 13485, ensuring that every unit—from neonatal respirators to adult ICU ventilators—meets stringent clinical efficacy and risk management standards.
Looking toward 2030, the technology roadmap includes the integration of AI-driven lung-protective ventilation (LPV) modes. These systems will utilize machine learning to predict respiratory distress before it becomes critical, adjusting PEEP and tidal volumes dynamically to minimize ventilator-induced lung injury (VILI).
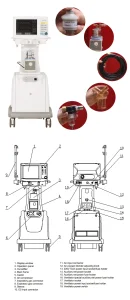
Hangzhou QMS Medical Co., Ltd. is a professional manufacturer specializing in medical ventilators, ICU ventilation systems, and respiratory care equipment for healthcare institutions worldwide. Established in 2015, the company is located in Hangzhou, China, a city recognized for its strong medical technology and advanced manufacturing industries.
SQM Facility
Skilled Professionals
Global Export Markets
Certification
The company operates a modern production facility covering approximately 10,000 square meters and employs more than 220 skilled professionals, including engineers, technicians, and quality management specialists. QMS Medical focuses on the research, development, production, and supply of respiratory support technologies designed for hospitals, intensive care units, emergency departments, ambulance services, and home healthcare applications. Its product portfolio includes ICU ventilators, portable ventilators, transport ventilators, emergency respiratory support systems, non-invasive ventilation devices, and intelligent patient monitoring integration solutions.










Our respiratory equipment is engineered for diverse environments. In the Middle East and Africa, we focus on high-durability, dust-resistant models with robust battery backups. In European and North American markets, we prioritize high-precision pediatric and neonatal ventilation modes, ensuring that the smallest patients receive gentle yet life-sustaining support.
We don't just sell ventilators; we provide integration solutions. This includes training for healthcare providers, long-term maintenance contracts, and modular hardware updates that extend the machine's lifespan, reducing the total cost of ownership (TCO) for hospitals and governments.
By leveraging proprietary sensor technology, Hangzhou QMS Medical provides unique data insights into patient compliance during non-invasive therapy. This data helps clinicians refine treatment protocols, leading to faster weaning times and better bed occupancy turnover in ICUs.
Supporting Healthcare Professionals Across the Globe