In the modern clinical environment, an anesthesia ventilator is no longer just a bellows system; it is the central intelligence unit of the operating theater. As a premier anesthesia ventilator factory, QMS Medical provides holistic solutions that bridge the gap between complex surgical requirements and patient safety.
Our systems, such as the Amj-560b3, integrate energy recovery and advanced gas monitoring. This reduces volatile anesthetic consumption by up to 30%, promoting both fiscal efficiency and environmental sustainability in hospital settings.
Recognizing the diverse physiological needs from domestic pets to equine giants, our Lifesaver-E equine ventilator offers tidal volumes and flow rates specifically calibrated for large animal pulmonary resistance.
In trauma and field medicine, portability is life. Our CWH-1020 and SY-W006 series provide high-performance ventilation in a rugged, battery-optimized form factor for ambulances and remote clinics.
Hangzhou QMS Medical Co., Ltd. is a professional manufacturer specializing in medical ventilators, ICU ventilation systems, and respiratory care equipment for healthcare institutions worldwide. Established in 2015, the company is located in Hangzhou, China, a city recognized for its strong medical technology and advanced manufacturing industries.
The company operates a modern production facility covering approximately 10,000 square meters and employs more than 220 skilled professionals, including engineers, technicians, and quality management specialists. QMS Medical focuses on the research, development, production, and supply of respiratory support technologies designed for hospitals, intensive care units, emergency departments, ambulance services, and home healthcare applications.





SQM Production Area
Exporting Countries
Expert Technicians
Certified Standards
As a leading anesthesia ventilator exporter, QMS Medical understands that clinical needs vary by geography. Our global footprint is supported by a robust framework of compliance and localized expertise.
We adhere to stringent international standards including CE, ISO 13485, and regional certifications for North America, Europe, and Asia. Our regulatory team ensures each shipment meets local healthcare safety mandates.
By maintaining a 10,000 sqm facility in Hangzhou's medical tech hub, we guarantee stable lead times and 100% component traceability. Our OEM/ODM services allow local brands to integrate our advanced ventilation modules seamlessly.
Global presence requires local response. We provide training for local biomedical engineers and offer a comprehensive digital library of maintenance protocols to ensure maximum uptime in critical care environments.
The next decade of anesthesia technology focuses on Information Gain through data visualization and AI. QMS Medical is at the forefront of this transition:
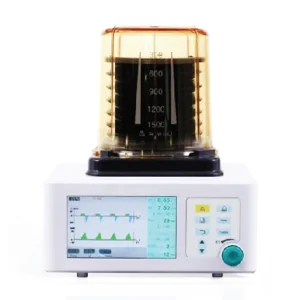
Understanding the internal pneumatics of an anesthesia ventilator is crucial for clinical expertise. Most of our advanced units utilize the Bag-in-Bottle design, which provides a visual confirmation of the patient's breathing cycle, offering an extra layer of safety for the clinician.
Its product portfolio includes ICU ventilators, portable ventilators, transport ventilators, emergency respiratory support systems, non-invasive ventilation devices, and intelligent patient monitoring integration solutions. The company continuously invests in product innovation and engineering development to improve ventilation performance, operational reliability, and clinical usability across diverse healthcare environments.
Supported by a dedicated R&D team and advanced manufacturing capabilities, QMS Medical implements comprehensive quality management procedures throughout product design, component sourcing, assembly, testing, and final inspection. The company is committed to delivering respiratory care solutions that support healthcare professionals in managing critical and long-term respiratory conditions.
Serving customers across Europe, North America, Asia, the Middle East, Africa, and Latin America, Hangzhou QMS Medical Co., Ltd. provides flexible OEM and ODM manufacturing services to meet different market requirements. Through continuous technological advancement and customer-focused development, the company aims to contribute to the global healthcare industry by providing reliable, efficient, and innovative respiratory care equipment for modern medical applications.